



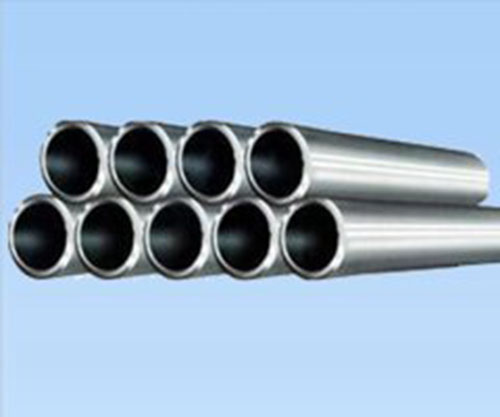
活(huó)塞杆在工作(zuò)的過程中,在傳(chuán)統工藝中維修直線光軸運(yùn)用的(de)多的是焊接方式,但(dàn)這種傳(chuán)統維修方式具有很大的弊端。如果說焊接的時(shí)候如果其內部的雜質(zhì)沒有(yǒu)徹(chè)底有效的清除幹淨,會直接影響直線光軸維修後的整體運行效率,甚至導致內部出現過度磨損等情況。
活(huó)塞杆一般情(qíng)況下會在表麵塗刷優(yōu)質,但當(dāng)油脂層還沒有損壞的情況(kuàng)下,整個活塞杆已經出(chū)現了嚴重的(de)鏽蝕情況。另外,在對活(huó)塞(sāi)杆進行退鍍之後,經過加工之(zhī)後的(de)表麵,會(huì)出現較為嚴重的(de)疏鬆的現象。而(ér)經過油浸泡之後的部分,還會留(liú)下大量的油跡,並且難以直接擦拭掉,砂布倒可以擦拭幹淨(jìng),但會有灰點的(de)缺陷隨之而生。
為了尋求更好(hǎo)的維修效果,直線(xiàn)光軸(zhóu)廠家紛紛開始采用全新的維(wéi)修方式,來取代焊接維修模式。而經過實踐證明,全新維修方式(shì)的出現,確(què)實有(yǒu)效解決此類問題,因此受到眾多直線光軸使用者的一致好評。
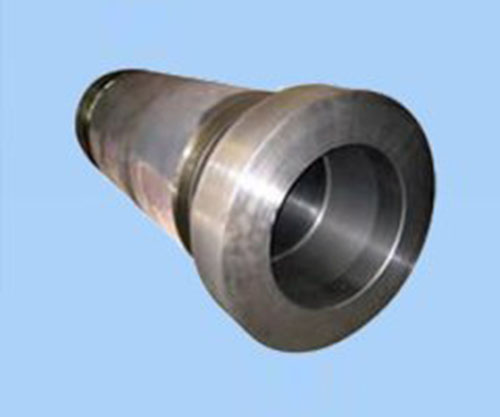
從導柱的加工開始說起,它一般使用20#鋼,經車床粗加工、熱(rè)處(chù)理、研孔以及外圓(yuán)精磨製成。為了進一步提(tí)高導(dǎo)柱的尺寸精度和(hé)改(gǎi)善表麵粗糙度,也可在外(wài)圓磨削後留出(chū)餘量,並再一次進行研磨。
當采用用圓(yuán)盤式研磨機研磨時,需要把導柱裝夾在隔板內,並在上下研盤之間作偏心運轉,這樣導柱的運動方向會發生周期性改變,使研磨劑(jì)分布均勻(yún),導柱表(biǎo)麵形成縱橫(héng)交錯的研磨痕跡。由(yóu)此看來這種研磨方法不僅生產率高,研磨工具的磨損也比較均勾,適用於導柱的大量生產。
您(nín)可能對此也感興趣
















相關閱讀

