



您當前所在位(wèi)置:首頁>機械導柱

0-0




詳情 products Details
導柱的技術要求:
、主要表麵及其加工方案
主要表麵為內(nèi)圓柱麵?32H7Ra0.2um,外(wài)圓柱麵?45r6Ra0.4um,其加工方案:內圓柱麵:鑽—粗鏜(擴)—半粗鏜—粗磨—精磨;對於外圓柱麵:粗車—半(bàn)精車(chē)—粗磨—精磨。
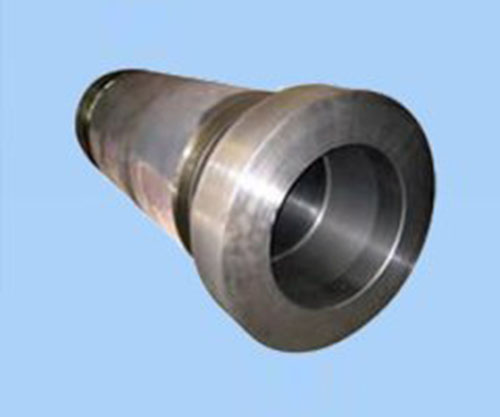
2、定位基準(zhǔn)
根據基(jī)準選擇的原則選用內、外圓柱麵互為基準。
3、熱處理
如導套材料為20鋼滲碳,則熱(rè)處理為滲碳,淬火、低溫(wēn)回火;如導套材料為T0A鋼,則熱處理(lǐ)為淬火低溫回火。
4、技術關鍵及其采取的措施
()主要表麵為內圓柱麵,尺寸公(gōng)差等級高(gāo),表麵粗(cū)糙度值Ra值小。采取的(de)措施(shī):劃分加工階段,工藝路線采用:鑽—粗(cū)鏜(擴)—半精鏜(鉸)—粗磨—精(jīng)磨—研磨;選擇精密機床;控製切削用量;充分冷卻。
(2)由於(yú)外圓(yuán)柱麵(miàn)的尺寸(cùn)公差等級高(gāo),表麵粗糙度值Ra值小,故采取的措施是:在加工階段劃分、機床選用(yòng)、切削用(yòng)量的控製方麵的要求(qiú)與內圓柱麵加工相同。此外,工藝路線為:粗車—半精車—粗磨—精磨。
您(nín)可能對此也感興(xìng)趣
















相關(guān)閱讀

